Гидравлические рукава с оплёткой
Вот скажу сразу — многие, услышав ?гидравлические рукава с оплёткой?, сразу думают о прочности на разрыв. Да, это критично, но если ты годами меняешь их на экскаваторах в карьере или на буровых установках, понимаешь, что разрыв — это часто финальная стадия. Проблема обычно начинается раньше: с истирания оплётки, с потери гибкости на морозе, с микротрещин в резине от не того масла. И вот тут уже не паспортные данные смотрят, а конкретный производитель, конкретная партия и, главное, опыт установки.
Оплётка — это не просто ?броня?
Когда берёшь в руки рукав, первое, что делаешь — проводишь пальцами по оплётке. Не для галочки. Ищешь неравномерность плетения. Видел якогда-то партию, где стальная проволока в оплётке лежала волнами — визуально вроде норм, но под давлением такие участки становились точками перегрева. Резина внутри старела в разы быстрее. Поэтому для ответственных контуров, например, для гидроцилиндров подъёма стрелы, мы всегда настаивали на двойной оплётке с чётким контролем угла навивки. Производители вроде ООО Шаньси Цунсинь Гидравлика Технологии группа это понимают — у них в каталогах сразу видна маркировка по типу плетения, что для монтажника экономит время.
А ещё есть нюанс с маркой стали. Не всякая ?стальная оплётка? держит постоянные импульсные нагрузки. На вибропогружателях или гидромолотах обычная углеродистая проволока быстро устаёт. Нужна высокопрочная, часто с покрытием. Помню, ставили экспериментально рукава с оплёткой из проволоки по ГОСТ 9389-75 — ресурс на ударном оборудовании вырос почти на 40%. Но и цена другая. Поэтому теперь всегда уточняем у поставщика: оплётка для статического давления или для динамических ударов? На сайте cx-hydraulic.ru в описаниях к продукции это часто указано, что правильно — сразу отсекает неверное применение.
И да, забывают часто про внешний слой. Оплётка должна быть защищена от грязи и влаги. Идеально, когда сверху идёт износостойкая оболочка, как у тех же шлангов для гидроопор. Без неё между проволоками набивается песок, начинается коррозия, и вся прочность сводится на нет. Осматривая рукав после сезона работы на щебеночном заводе, именно по состоянию внешнего слоя над оплёткой можно предсказать, переживёт ли он ещё одну зиму.
Резина и совместимость — тихий убийца надёжности
Вот здесь — море ошибок. Берут рукав с красивой оплёткой, ставят в систему с биоразлагаемой жидкостью или современными полигликолями, а через полгода — течь. Резина внутри разбухла или, наоборот, потрескалась. Материал внутреннего слоя (он же tube) — это святое. Для минеральных масел одно, для HFA/HFR — другое. У нас был случай на лесозаготовке: поставили не те рукава в систему гидроусилителя, где использовалось масло с высоким содержанием эфиров. За зиму резина потеряла эластичность, на морозе рукава просто лопались по фитингам.
Поэтому сейчас при подборе всегда требуем у производителя таблицу совместимости резиновых смесей с жидкостями. Хорошие поставщики, такие как ООО Шаньси Цунсинь Гидравлика Технологии группа, предоставляют такие данные открыто. В их ассортименте, кстати, есть линейки именно для сложных сред — видно, что делают не ?на глазок?. Основная продукция включает гидравлические шланги для гидравлических опор, а это как раз область, где нагрузки комплексные и среда часто агрессивная.
Толщина внутреннего слоя — тоже параметр, который нельзя брать ?с запасом?. Слишком толстый слой снижает гибкость, слишком тонкий — не держит абразивный износ от частиц в жидкости. Для систем с хорошей фильтрацией можно тоньше, для условий карьера, где в масле бывает взвесь, — только усиленный. Это приходит с опытом проб и ошибок. Я бы рекомендовал для стандартных условий промышленной техники смотреть на рукава с толщиной внутреннего слоя не менее 3-4 мм, если давление выше 250 бар.
Монтаж и фитинги — где рвётся чаще всего
Можно взять самый дорогой рукав с четырёхслойной оплёткой, но если его неправильно обжать или перекрутить при установке — ресурс упадёт в разы. Основная причина преждевременных отказов — не сам рукав, а место соединения. Радиус изгиба рядом с фитингом — золотое правило. Нарушил — оплётка работает на излом, проволока ломается, появляется течь. В тесных отсеках машин часто идут на компромисс, уменьшая радиус, но это надо чётко понимать и брать рукава с запасом по импульсной выносливости.
Ещё один момент — обжим. Видел, как люди используют старые матрицы для обжимных станков на новые партии рукавов. Допуск в полмиллиметра — и обжим или недожат, или передавил оплётку. В первом случае фитинг будет ?играть? и быстро разобьёт хвостовик, во втором — повредит несущие слои рукава. Поэтому для каждой марки и диаметра — свои матрицы. У серьёзных производителей, как на cx-hydraulic.ru, часто есть рекомендации по совместимости с фитингами конкретных марок обжимного оборудования, что сильно упрощает жизнь сервисным бригадам.
И про длину. Кажется, мелочь? Нет. Рукав, установленный ?внатяг?, при работе техники постоянно держит нагрузку на растяжение. Вибрация добивает. Надо давать слабину, но без провисающих петель, которые могут за что-то зацепиться. Лучшая практика — прокладка с креплением через каждые 50-70 см и естественным изгибом. После десятка замен на одном и том же узле уже чувствуешь, какая длина будет оптимальной, ещё до замера рулеткой.
Конкретные кейсы и почему универсальных решений нет
Приведу пример из практики. Система поворота экскаватора. Там стоят гидравлические рукава с оплёткой, которые постоянно работают на скручивание и изгиб. Ставили разные — и дорогие европейские, и более доступные. Оказалось, что ключевое — не максимальное давление (оно в этом контуре не самое высокое), а именно сопротивление кручению и гибкость при низких температурах. Подошли рукава со специальной спиральной оплёткой и морозостойкой резиной. Интересно, что в каталоге ООО Шаньси Цунсинь Гидравлика Технологии группа нашли отдельную категорию для вращающихся соединений — сразу видно, что инженеры думали о применении.
Другой случай — гидравлические опоры самосвала. Там ударные нагрузки при опускании кузова на грунт. Оплётка должна гасить эти удары, а не просто их выдерживать. Рукав с жёсткой, неэластичной оплёткой быстро приводит к усталостным трещинам в местах крепления. Мы перешли на рукава с комбинированной оплёткой (сталь + текстильный слой), которые немного ?пружинят?. Ресурс увеличился заметно. Это как раз та область, где основная продукция компании, упомянутой выше, — гидравлические шланги и клапаны для гидравлических опор — должна быть особенно выверенной.
А вот отрицательный опыт. Пытались сэкономить, закупив партию рукавов с оплёткой ?общего назначения? для всей техники в парке. В итоге на стационарных прессах они отработали отлично, а на мобильных дробилках начали сыпаться через полгода. Вывод: нельзя подбирать рукава только по диаметру и давлению. Надо чётко делить: для статики, для динамики, для ударных нагрузок, для вращения. Теперь всегда держим на складе минимум три разных типа, даже если по спецификациям давления они схожи.
Что в итоге смотреть при выборе и замене
Итак, резюмируя набросок. При выборе гидравлических рукавов с оплёткой первым делом смотрю не на ценник, а на условия работы: 1) тип жидкости (масло, эмульсия, спецжидкость); 2) характер нагрузки (постоянное давление, удары, вибрация, скручивание); 3) внешнюю среду (температура, абразив, масло, УФ). Под эти условия ищу производителя, который даёт чёткие технические данные по всем пунктам.
Второе — монтажная культура. Лучший рукав можно убить плохой обжимкой и неправильной укладкой. Инвестируйте в хороший обжимной станок и обучение механиков. И обязательно требуйте от поставщика инструкции по монтажу. На том же cx-hydraulic.ru в разделе с продукцией часто есть такие рекомендации — это полезно.
И последнее — не гнаться за абсолютными рекордами. Рукав с запасом по давлению в 500 бар для системы на 200 бар — это не всегда хорошо. Он будет тяжелее, жёстче и может создать проблемы при монтаже. Нужен адекватный запас, обычно в 1.5-2 раза от рабочего давления, но с правильным акцентом на остальные параметры. Иногда проще и дешевле менять рукав по плану, раз в два сезона, но ставить оптимальный по характеристикам, чем пытаться поставить ?вечный? и бороться с последствиями его несоответствия реальным условиям. Вот как-то так, исходя из того, что видел своими руками.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
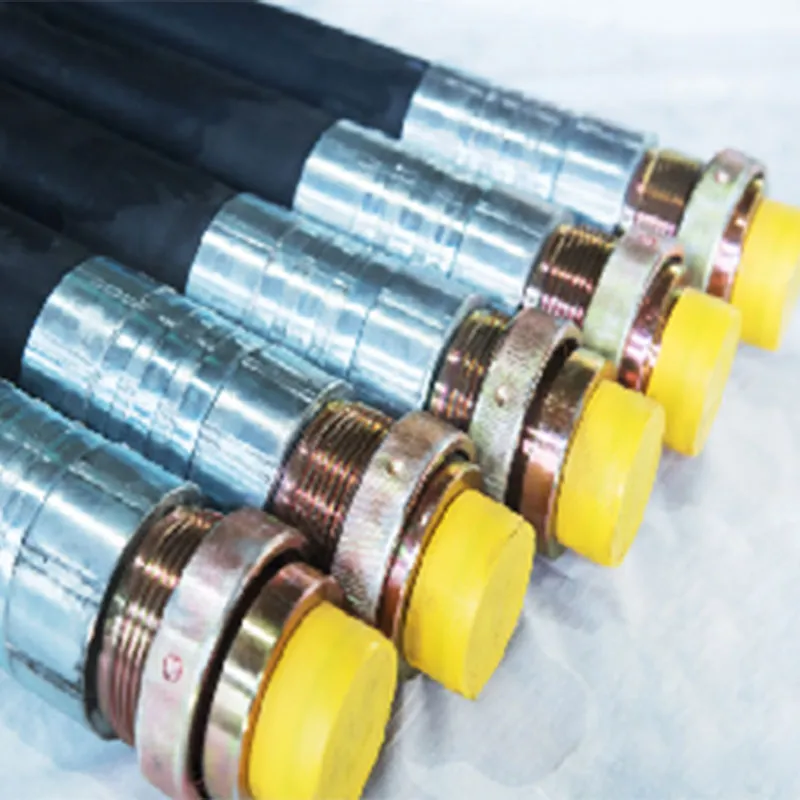
 Гидравлический шланг высокого давления с четырехслойной спиральной навивкой для гидравлических крепей
Гидравлический шланг высокого давления с четырехслойной спиральной навивкой для гидравлических крепей -
 Резиновый соединительный шланг для дегазации в угольных шахтах
Резиновый соединительный шланг для дегазации в угольных шахтах -
 Гидравлический шланг высокого давления с многослойной спиральной навивкой для работы в тяжелых условиях
Гидравлический шланг высокого давления с многослойной спиральной навивкой для работы в тяжелых условиях -
 Предохранительный клапан
Предохранительный клапан -
 Сборка труб с резьбовыми фитингами
Сборка труб с резьбовыми фитингами -
 Запирающий клапан гидроуправления для стойки
Запирающий клапан гидроуправления для стойки -
 Конический запорный клапан
Конический запорный клапан -
 Гидравлический односторонний замок
Гидравлический односторонний замок -
 Фильтр с обратной промывкой
Фильтр с обратной промывкой -
 Чередующийся обратный клапан
Чередующийся обратный клапан -
 Сборка высоконапорного резинового шланга для дистанционной подачи жидкости
Сборка высоконапорного резинового шланга для дистанционной подачи жидкости -
 Плоский запорный клапан
Плоский запорный клапан
Связанный поиск
Связанный поиск- клапан предохранительный полноподъемный пружинный фланцевый
- предохранительный клапан трубопроводная арматура
- течет предохранительный клапан на котле
- клапан предохранительный латунный резьбовой
- предохранительный клапан по температуре
- клапан предохранительный пневматический
- пропускает предохранительный клапан
- клапан предохранительный кислота
- предохранительно выпускной клапан
- условное давление предохранительного клапана



