клапан отсечной плунжерный на водород
Когда слышишь про клапан отсечной плунжерный на водород, многие сразу думают о чём-то сверхсложном, чуть ли не космических технологиях. На деле же — да, требования к безопасности запредельные, но принцип работы и ключевые проблемы часто упираются в, казалось бы, простые вещи: материалы, уплотнения, да та же обработка плунжера. Сам сталкивался с ситуациями, когда заказчик требовал 'клапан для водорода', но по факту подразумевал универсальный отсечной для инертных сред, а потом удивлялся утечкам. Водород — он же мельчайший, просочится где угодно. И вот тут начинается самое интересное, а часто и головная боль.
Основная сложность — не конструкция, а материалы и сборка
Конструктивно-то плунжерный отсечной клапан — вещь отработанная. Шарик, седло, пружина, привод. Но с водородом вся эта история меняется кардинально. Главный бич — водородное охрупчивание. Не каждый сорт стали его выдержит длительно, особенно в зонах высокого давления и циклических нагрузок. Помню, на одном из первых проектов поставили клапаны на стандартных легированных сталях, вроде 30ХГСА. Прошли приёмочные испытания на азоте — всё идеально. А в реальной водородной среде через полгода начали появляться микротрещины в корпусе возле седла. Разбирали, смотрели — типичное охрупчивание. Пришлось срочно переходить на аустенитные нержавейки, типа 12Х18Н10Т, и это ещё не панацея, нужно смотреть по конкретному давлению и чистоте среды.
Второй момент — уплотнения. Обычные фторкаучуки (FKM) — не всегда панацея. Водород, особенно чистый, их здорово 'сушит', теряется эластичность, садятся. Для статики ещё куда ни шло, а для подвижного уплотнения плунжера — катастрофа. Перепробовали кучу вариантов. Сейчас чаще склоняются к специальным полимерам на основе PTFE с различными наполнителями или, для особо ответственных узлов, к металлическим уплотнениям 'металл по металлу'. Но и у них свой подводный камень — требуют идеальной чистоты среды, малейшая абразивная частица, и герметичность летит в ноль.
И сборка. Казалось бы, что тут такого? Затянул болты, проверил. Ан нет. Сборка клапана для водородных систем — это почти чистое помещение. Пыль, стружка, конденсат — всё это точки потенциальной утечки или, что хуже, очаг для химических реакций. Мы в своё время намучились, пока не завели отдельный стенд для финальной сборки и промывки таких узлов. Промывали спиртом, потом продували осушенным азотом. Только так удалось добиться стабильных результатов по тестам на гелиевом течеискателе.
Опыт с поставщиками и неочевидные нюансы
Работая с разными поставщиками, обратил внимание на подход компании ООО Шаньси Цунсинь Гидравлика Технологии группа. На их сайте cx-hydraulic.ru указано, что основная продукция — это гидравлические шланги и клапаны для гидравлических опор. Поначалу кажется, что это далеко от водородной тематики. Но если копнуть, то их компетенция в производстве прецизионных гидроклапанов — это как раз та база, на которой можно строить специализированные решения. Важно не само изделие 'с полки', а технологическая культура: точность обработки плунжерных пар, контроль шероховатости, умение работать с нужными марками сталей. Для водородного клапана это критически важно. Доводилось видеть их образцы — посадки плунжера в корпус сделаны действительно качественно, с минимальным зазором, что для водорода первый пункт в списке требований.
Один из неочевидных нюансов, который часто упускают из виду — это испытания. Испытать клапан на воде или даже на воздухе под рабочим давлением — это одно. А на водороде — совсем другое. Нужно специальное оборудование, подготовленный персонал и, главное, понимание, что ты ищешь. Мы как-то проводили ресурсные испытания партии клапанов. На стенде с имитацией рабочих циклов всё было хорошо. А при интеграции в реальную систему, где были пульсации давления от компрессора, появился посторонний шум — лёгкий высокочастотный свист. Оказалось, при определённой резонансной частоте пульсаций плунжер начинал вибрировать в направляющей, и уплотнение теряло контакт на доли секунды. Водород тут же находил эту щель. Пришлось дорабатывать демпфирование хода плунжера и увеличивать жёсткость пружины, хотя по расчётам всё сходилось. Это тот случай, когда теория отстаёт от практики.
Ещё момент — совместимость с другими элементами системы. Клапан отсечной плунжерный редко работает один. Перед ним могут быть фильтры, после — регуляторы давления или запорная арматура. И если где-то в системе используется, допустим, медь или латунь, а в клапане нержавейка, в присутствии влаги (а она всегда есть, хоть в следовых количествах) может начаться гальваническая коррозия. Видел систему, где из-за такой мелочи через год эксплуатации пришлось менять фланец на подводящей линии — он просто 'расслоился'. Теперь всегда требуем от заказчика полную спецификацию материалов сопрягаемых элементов.
Практические кейсы и выводы
Был у нас проект для небольшой водородной заправки. Ставили каскад отсечных клапанов на линии высокого давления (около 70 МПа). Заказчик изначально хотел сэкономить и взял клапаны, позиционируемые как 'для агрессивных сред'. Всё вроде бы подходило: нержавейка, тефлоновые уплотнения. Но через три месяца эксплуатации — отказ по наработке. Разобрали. Внутри, на поверхности плунжера и седла — странный матовый налёт, не похожий на обычную коррозию. Лаборатория дала заключение: водород в сочетании с примесями серы (которые были в газе от конкретного поставщика) дали сульфидное покрытие, которое изменило геометрию сопрягаемых поверхностей. Клапан просто перестал плотно садиться. Пришлось экстренно искать вариант с покрытием рабочих поверхностей износостойкими сплавами на основе кобальта или никеля. С тех пор всегда уточняем не просто 'для водорода', а для водорода какой чистоты, от какого источника.
Отсюда главный вывод, который я для себя сделал: плунжерный клапан на водород — это не просто спецификация в каталоге. Это всегда индивидуальный подбор под конкретные условия: давление, чистота газа, температурный режим, цикличность срабатывания и даже химический состав возможных примесей. Универсального решения нет. Можно взять за основу хорошую, отработанную гидравлическую базу, как у тех же ребят из Шаньси Цунсинь, но потом её необходимо серьёзно дорабатывать: менять материалы, уплотнения, ужесточать контроль на всех этапах производства.
И последнее — документация и сертификация. Сегодня без этого никуда. Но и здесь есть ловушка. Сертификат на материал — это хорошо. Но он подтверждает свойства материала на момент выплавки. А как этот материал был обработан, термообработан, как хранился? Для ответственного клапана нужен прослеживаемый путь каждой детали. Мы пришли к тому, что заказываем плунжерные пары у проверенных поставщиков, которые дают полный пакет документов, включая протоколы УЗК и твёрдометрии для каждой партии. Да, это дороже. Но дешевле, чем разбираться с последствиями отказа в работающей системе. Водород — не прощает ошибок. И отсечной клапан для него — это последний рубеж безопасности, на котором экономить и импровизировать точно не стоит.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Гидравлический шланг с двухслойной оплеткой для гидравлических крепей
Гидравлический шланг с двухслойной оплеткой для гидравлических крепей -
 Гидравлический шланг сверхвысокого давления с многослойной спиральной навивкой для работы в тяжелых условиях
Гидравлический шланг сверхвысокого давления с многослойной спиральной навивкой для работы в тяжелых условиях -
 Фильтр для системы распыления
Фильтр для системы распыления -
 Гидравлический односторонний замок
Гидравлический односторонний замок -
 Фильтр с обратной промывкой
Фильтр с обратной промывкой -
 Сборка труб с резьбовыми фитингами
Сборка труб с резьбовыми фитингами -
 Гидравлический шланг высокого давления с четырехслойной спиральной навивкой для гидравлических крепей
Гидравлический шланг высокого давления с четырехслойной спиральной навивкой для гидравлических крепей -
 Резиновый шланг для торкретирования в угольных шахтах
Резиновый шланг для торкретирования в угольных шахтах -
 Резиновый соединительный шланг для дегазации в угольных шахтах
Резиновый соединительный шланг для дегазации в угольных шахтах -
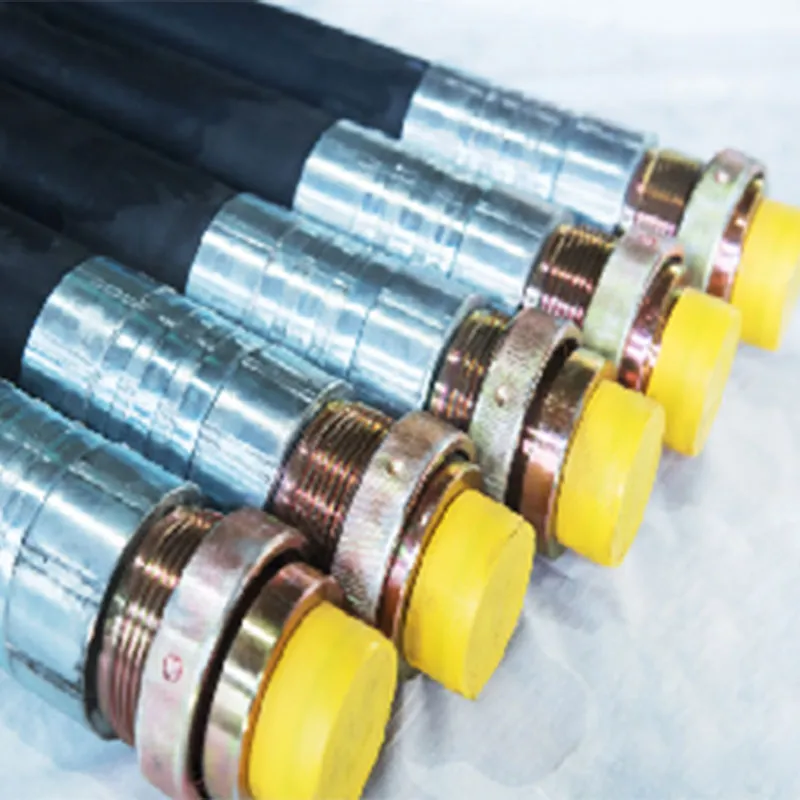 Сборка высоконапорного резинового шланга для дистанционной подачи жидкости
Сборка высоконапорного резинового шланга для дистанционной подачи жидкости -
 Соединитель с резиновым защитным кожухом и стальной оплеткой
Соединитель с резиновым защитным кожухом и стальной оплеткой -
 Гидравлический двусторонний замок
Гидравлический двусторонний замок
Связанный поиск
Связанный поиск- сбросный пружинный предохранительный клапан
- шланга предохранительного клапана
- клапан предохранительный регулирующий гидравлический
- предохранительные клапаны высокая температура
- клапан предохранительный высокотемпературный
- Рукав гидравлический RB2 с двухслойной оплёткой
- дефекты предохранительных клапанов
- отсечный клапан для фильтра обратного осмоса
- предохранительный запорный клапан газовый
- назначение отсечного клапана



