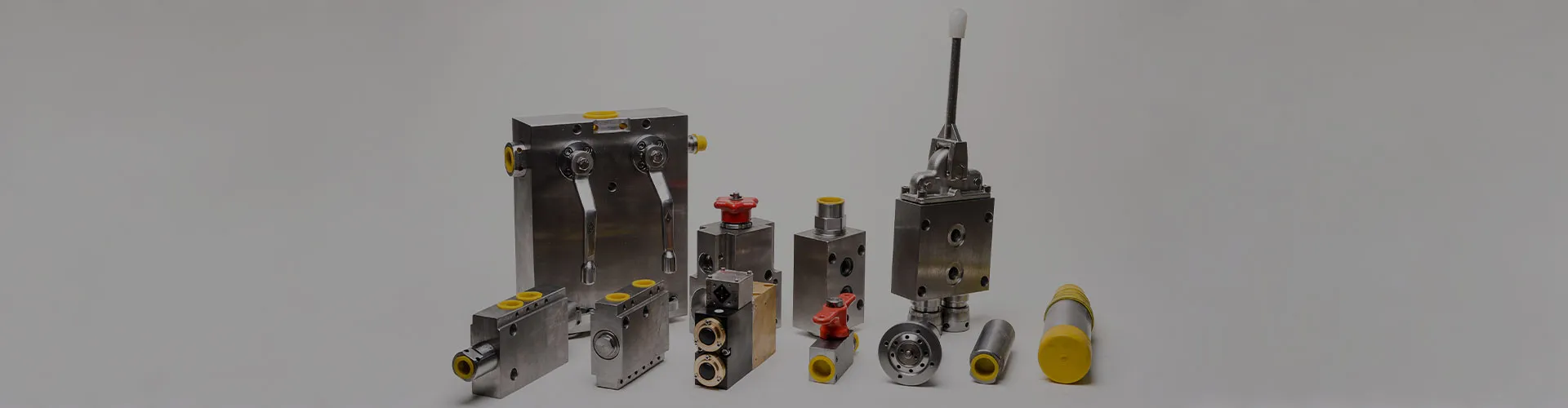
Комплект шлангов высокого давления
Когда говорят про комплект шлангов высокого давления, многие сразу думают о цифрах — 700 бар, 1000 бар. Но на практике часто оказывается, что давление — это только одна часть истории. Гораздо важнее, как этот комплект ведет себя в реальных условиях: на морозе в -35, при постоянной вибрации от работающего экскаватора или когда его случайно задевают ковшом. Я сам долгое время считал, что главное — это паспортные характеристики, пока не столкнулся с ситуацией, когда шланги от якобы проверенного европейского производителя начали трескаться на сгибах уже после первой зимы на карьере. Вот тогда и пришло понимание: комплект — это не просто набор трубок, это система, где каждый элемент — от фитинга до оплетки — должен работать в унисон.
Ошибки при подборе, которые дорого обходятся
Самая распространенная ошибка — экономия на совместимости. Берут шланги от одного производителя, фитинги от другого, а потом удивляются, почему в месте соединения со временем появляется течь. Особенно это критично для гидравлики шагающих экскаваторов или буровых установок, где вибрация постоянная. У нас был случай на одном из разрезов: поставили комплект шлангов высокого давления с резьбовыми соединениями под евростандарт, а техника была старой, еще советской. Вроде бы переходники нашли, но через месяц работы начались проблемы — соединения ?разбалтывались?. Пришлось полностью переделывать схему, ставить другой тип обжима.
Еще один момент — игнорирование условий эксплуатации. В паспорте может быть написано ?для горной техники?, но не уточняется, для открытых работ или для шахты, где есть агрессивная среда. Например, для гидравлики крепей в очистных забоях нужны шланги с особым покрытием, устойчивым к воздействию угольной пыли и влаги. Обычный резиновый слой здесь быстро приходит в негодность. Я видел, как на одном предприятии пытались сэкономить, поставив универсальные шланги, — в итоге за полгода пришлось менять весь комплект, простой техники обошелся дороже.
Часто забывают и про радиус изгиба. Кажется, мелочь? Но когда шланг проложен в тесном пространстве рамы экскаватора и его приходится сильно сгибать, внутренние слои оплетки работают на пределе. Со временем в этом месте появляется микротрещина, и давление делает свое дело. Лучше сразу брать с запасом по гибкости, даже если это немного дороже. Особенно это касается поворотных узлов.
Опыт с продукцией ООО Шаньси Цунсинь Гидравлика Технологии группа
С продукцией компании ООО Шаньси Цунсинь Гидравлика Технологии группа я столкнулся несколько лет назад, когда искали альтернативу дорогим европейским комплектам для гидравлики стойки на проходческом комбайне. На сайте cx-hydraulic.ru тогда обратил внимание, что они делают акцент именно на гидравлику для крепей — а это как раз наша тема. Основная продукция, как указано, включает гидравлические шланги и клапаны для гидравлических опор, что говорило о некоторой специализации.
Пробную партию взяли для теста в условиях умеренных нагрузок. Что сразу отметил — фитинги были хорошо обработаны, без заусенцев, а на шлангах была четкая маркировка не только по давлению, но и по температуре и типу жидкости. Это уже внушало доверие. В эксплуатации комплект показал себя устойчивым к частым перепадам давления, которые характерны для систем управления крепями. Но был нюанс: при очень низких температурах (ниже -40) резина немного теряла эластичность, хотя и не трескалась. Пришлось для крайнего севера искать модификацию.
Сейчас их шланги иногда используем для комплектации ремонтных наборов на технику, которая работает в менее экстремальных условиях. Например, для гидравлических систем подачи на конвейерах или для вспомогательного оборудования. По соотношению цена/качество для таких задач — вполне достойный вариант. Но всегда оговариваю с поставщиками условия: нужны именно те спецификации, которые подходят под нашу конкретную технику, а не ?самые ходовые?.
На что смотреть при приемке и монтаже
Первое — это целостность упаковки и маркировки. Если шланг пришел в поврежденной коробке или бирка стерта — это повод для более тщательной проверки. Бывало, что по вине логистики на оплетке появлялись вмятины, которые невооруженным глазом не увидишь, но которые становятся очагом будущего разрыва.
При монтаже важно не перекрутить шланг. Казалось бы, элементарно, но в условиях ограниченного пространства это случается сплошь и рядом. Я всегда рекомендую делать предварительную разметку трассы, особенно если речь идет о сложном комплекте шлангов высокого давления с множеством ветвей. И обязательно оставлять небольшой слабину — не для красоты, а для компенсации вибрации и теплового расширения.
Обжим фитингов — отдельная история. Лучше, если это делает специалист на пресс-оборудовании, а не ?в полевых? условиях кувалдой и самодельными оправками. Неправильный обжим — гарантированная течь через 200-300 часов работы. У себя в практике после нескольких неудачных случаев с кустарным ремонтом мы перешли на использование только сертифицированных комплектующих и инструмента для их установки. Да, это дольше и иногда дороже на этапе ремонта, но в долгосрочной перспективе экономит и время, и деньги.
Случаи из практики: когда теория расходится с реальностью
Один из самых показательных случаев был с гидравликой подъемника на обогатительной фабрике. По паспорту все было идеально: шланги рассчитаны на 500 бар, рабочее давление в системе не превышало 350. Но через полгода начались разрывы. Оказалось, проблема была в гидроударах — при резком закрытии клапанов давление кратковременно подскакивало до 600-650 бар. Производитель шлангов этого не учел, а мы при подборе не спросили про динамические нагрузки. Пришлось ставить дополнительные гасители и менять шланги на те, у которых был запас по пиковому давлению.
Другой пример — влияние рабочей жидкости. Использовали одну и ту же модель шланга на двух одинаковых станках, но с разными маслами (минеральное и синтетическое). На синтетике резина начала немного разбухать, внутренний диаметр уменьшился, что привело к росту давления в системе и срабатыванию предохранительных клапанов. Теперь всегда проверяем совместимость материала шланга с типом жидкости, даже если в спецификации написано ?для гидромасел?.
И еще про ?универсальность?. Часто продавцы предлагают один комплект шлангов высокого давления ?на все случаи жизни?. Но для системы охлаждения двигателя и для системы привода главного насоса — это совершенно разные требования по гибкости, стойкости к температуре и вибрации. Смешивать их в одном комплекте — значит заранее закладывать проблему. Лучше разбивать на подкомплекты под каждую систему, даже если внешне шланги выглядят одинаково.
Мысли вслух о будущем таких комплектов
Сейчас все больше говорят о ?умной? гидравлике, с датчиками давления и расхода. Думаю, скоро появятся и шланги со встроенными сенсорами для мониторинга состояния оплетки — чтобы предсказывать разрыв до того, как он случится. Это было бы идеально для ответственных систем, например, на той же проходческой технике. Но пока это дорого и не очень надежно в условиях грязи и вибрации.
Еще один тренд — упрощение монтажа. Фитинги с быстросъемными соединениями, которые не требуют специального инструмента, уже есть, но для высокого давления они пока не столь распространены. Если бы появился действительно надежный вариант, это сократило бы время ремонта в полевых условиях в разы.
Что касается материалов, то, по моим наблюдениям, все больше производителей, включая и такие компании, как ООО Шаньси Цунсинь Гидравлика Технологии группа, экспериментируют с композитными материалами для оплетки — они легче и, теоретически, долговечнее стальных. Но сталь пока не сдает позиций из-за предсказуемости поведения. Возможно, через пару лет появятся гибридные решения, которые возьмут лучшее от обоих вариантов. Буду следить за этим, в том числе и через информацию на cx-hydraulic.ru — они, судя по ассортименту, стараются идти в ногу с рынком гидравлики для горной техники.
В итоге, выбор комплекта шлангов высокого давления — это всегда компромисс между ценой, характеристиками и условиями работы. Нет идеального варианта на все случаи. Главное — четко понимать, где и как он будет работать, не стесняться задавать вопросы поставщикам и не экономить на том, что может привести к остановке дорогостоящей техники. А опыт, как обычно, приходит вместе с набитыми шишками — в нашем случае, с пролитым гидравлическим маслом и внезапными простоями.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Управляемый гидравлический обратный клапан для перестановочного механизма
Управляемый гидравлический обратный клапан для перестановочного механизма -
 Гидравлический двусторонний замок
Гидравлический двусторонний замок -
 Сборка фланцевых соединений
Сборка фланцевых соединений -
 Гидравлический шланг сверхвысокого давления с многослойной спиральной навивкой для работы в тяжелых условиях
Гидравлический шланг сверхвысокого давления с многослойной спиральной навивкой для работы в тяжелых условиях -
 Гидравлический односторонний замок
Гидравлический односторонний замок -
 Фильтр
Фильтр -
 Фильтр для системы распыления
Фильтр для системы распыления -
 Сборка высоконапорного резинового шланга для дистанционной подачи жидкости
Сборка высоконапорного резинового шланга для дистанционной подачи жидкости -
 Резиновый шланг для торкретирования в угольных шахтах
Резиновый шланг для торкретирования в угольных шахтах -
 Конический запорный клапан
Конический запорный клапан -
 Обратный клапан на сливной линии
Обратный клапан на сливной линии -
 Фильтр с обратной промывкой
Фильтр с обратной промывкой
Связанный поиск
Связанный поиск- прямой отсечной клапан
- предохранительный клапан газовый купить
- предохранительно запорный клапан на газопроводе
- винт предохранительный клапан водонагревателя
- импульсный предохранительный клапан устройство
- четырехходовой отсечной клапан для осмоса
- регулировка предохранительного клапана гидравлический
- клапан запорный отсечной
- мощность предохранительного клапана
- отсечный клапан для отопления



