предохранительный клапан производство
Когда говорят ?предохранительный клапан производство?, многие сразу представляют себе станки и сборку. Но ключевое — это не металл, а понимание того, как поведёт себя эта штуковина под реальным, а не стендовым давлением. У нас в цеху частенько шутят, что клапан живёт две жизни: одну на испытательном стенде, а вторую — в гидросистеме экскаватора или стойки. И они, поверьте, могут сильно отличаться. Основная ошибка многих, особенно новых игроков вроде некоторых китайских фабрик, — это слепое следование ГОСТам или DIN, без поправки на реальные условия эксплуатации. Допустим, клапан для гидравлических опор. На бумаге он срабатывает при 350 бар. А в угольном забое, при постоянной вибрации и температуре +5, он может начать ?подтравливать? уже на 320, а это — просадка секции, потеря времени, риск. Вот об этих нюансах редко пишут в каталогах.
От теории к металлу: где начинается разрыв
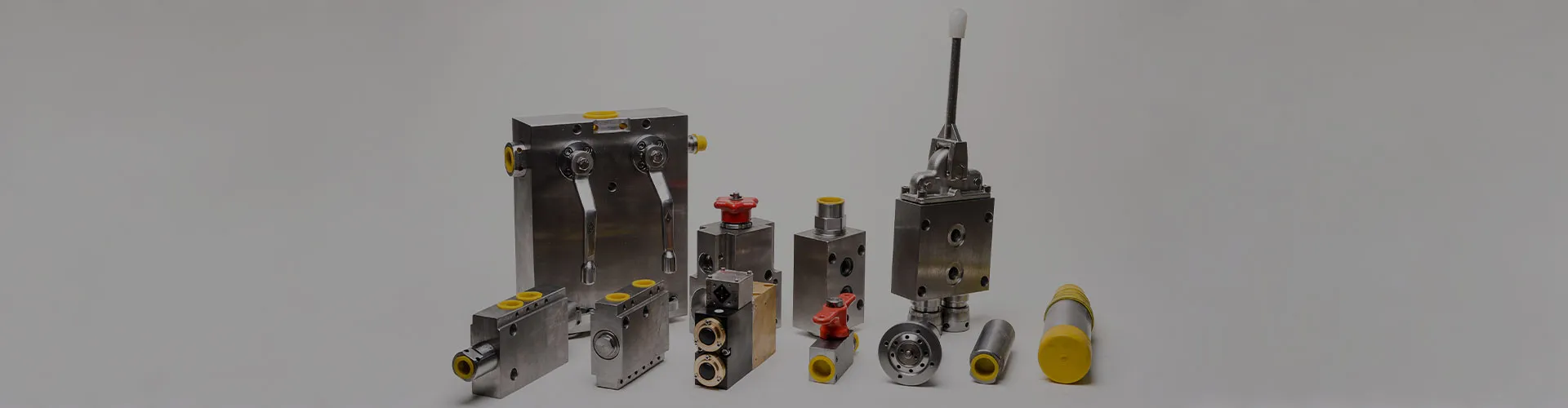
Взять, к примеру, наш опыт на площадке ООО Шаньси Цунсинь Гидравлика Технологии группа. Сайт cx-hydraulic.ru позиционирует нас как производителя гидравлических шлангов и клапанов для гидравлических опор. Так вот, когда только начинали локализовать производство клапанов здесь, в России, была уверенность: бери качественную сталь, точный станок с ЧПУ — и получится продукт не хуже немецкого. Отливки заказывали у проверенного поставщика, термообработку делали строго по регламенту. Первая партия предохранительных клапанов прошла все приёмочные испытания на ура. А потом пришла первая рекламация от клиента — горнорудного комбината. Клапаны на стойках кровли в лаве работали неделю, а потом начали ?залипать? — не сбрасывали давление до конца.
Разбирали на месте, в ремонтной мастерской шахты. Внутри — всё вроде по чертежу. Но при детальном осмотре на золотнике и в седле обнаружилась мелкая, почти невидимая выработка. Не эрозия от жидкости, а что-то вроде адгезионного износа. Стали копать глубже. Оказалось, в гидросистеме шахтной стойки используется не идеально чистая эмульсия, как на нашем стенде, а рабочая жидкость с микроскопическими абразивными частицами. Они не фильтровались стандартным сетчатым фильтром. И эти частицы, при резком срабатывании клапана и высоких скоростях потока, работали как абразив, постепенно ?закусывая? сопрягаемые поверхности.
Это был классический разрыв между ?стендовыми? условиями и реальностью. Пришлось пересматривать не только допуски на обработку пары золотник-седло, но и материал. Перешли на более износостойкую пару, плюс немного изменили геометрию перепускного канала, чтобы снизить локальную скорость потока в момент срабатывания. Это не было прописано ни в одном стандарте. Это знание, которое покупается рекламациями и часами разборок на объекте.
Детали, которые решают всё: пружина и её ?характер?
Если спросить любого инженера, что самое важное в предохранительном клапане, большинство скажет: точность срабатывания. А она упирается в пружину. Казалось бы, кусок навитой проволоки. Заказываешь у специализированного завода, задаёшь жёсткость, усилие — и всё. Но здесь кроется ещё один пласт проблем. Пружина — это не статичный элемент. У неё есть ?усталость?. И её поведение зависит от температуры.
У нас был случай с клапанами для лесозаготовительной техники, работающей в Архангельской области зимой. Летом клапаны работали идеально, а зимой, при -30, начались жалобы на преждевременное срабатывание. Давление в системе было стабильным, но клапан ?стравливал?. Виновником оказалась именно пружина. Материал, который вёл себя прекрасно при +20, при глубоком минусе менял свои упругие характеристики. Усилие предварительного поджатия падало. Пришлось вместе с поставщиком пружин разрабатывать специальный режим низкотемпературной стабилизации — после навивки пружины ?вылёживались? и проходили цикл охлаждения, чтобы снять внутренние напряжения и стабилизировать структуру металла. После этого проблема сошла на нет. Теперь это — обязательный этап в производстве клапанов для северного исполнения.
Ещё один момент — это гистерезис. Клапан сработал при 350 бар, но чтобы закрыться, давление должно упасть, скажем, до 320. Эта разница во многом определяется трением в подвижных частях и, опять же, характеристикой пружины. Для гидроопор это критично. Если гистерезис слишком велик, стойка после срабатывания защиты будет ?дышать? — медленно садиться и подниматься, что недопустимо для устойчивости крепи. Поэтому при сборке мы уделяем огромное внимание притирке золотника и чистоте каналов. Иногда кажется, что это ювелирная работа, а не слесарная.
Сборка и испытания: где рождается надёжность
Цех сборки — это место, где теория окончательно встречается с практикой. У нас нет конвейера в классическом понимании. Скорее, это островная сборка. Один человек или бригада ведут клапан от начала до конца. Это важно для ответственности. Все детали перед сборкой проходят мойку в ультразвуковой ванне со специальной жидкостью. Малейшая стружка, оставшаяся от обработки, — это будущий отказ.
Но главный этап — это, конечно, испытания. Стенд — это святое. Каждый клапан проверяется на давление срабатывания, плотность закрытия и пропускную способность. Данные заносятся в электронный паспорт, который потом можно найти по серийному номеру. Но и здесь мы со временем добавили свои ?фишки?. Помимо стандартной проверки на воде или масле, выборочно из каждой партии клапаны гоняют на ?цикл усталости? — несколько тысяч циклов срабатывания подряд. Это позволяет выявить скрытые дефекты притирки или начинающуюся усталость пружины, которые не проявятся при разовой проверке.
Однажды такой тест спас нас от крупных проблем. В партии из новых пружин от, казалось бы, надёжного поставщика, выборочный цикл показал, что после 5000 срабатываний усилие начинает ?плыть?. Партию пружин забраковали, а с поставщиком провели серьёзный разговор. Оказалось, они сменили поставщика проволоки, не поставив нас в известность. Так что испытания — это не просто галочка для ОТК, это финальный и самый важный барьер перед отгрузкой клиенту.
Взаимодействие с другими компонентами: система как целое
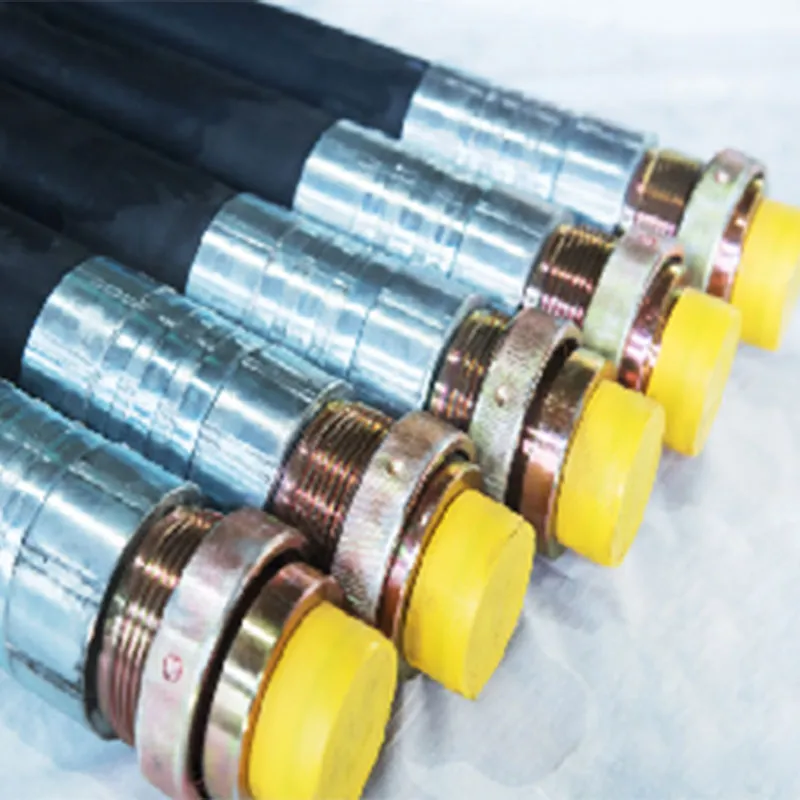
Производство клапанов редко живёт в вакууме. Клапан — это часть системы. И для нас, как для компании, которая также делает гидравлические шланги, это большое преимущество. Мы часто видим картину целиком. Например, неправильно подобранный или установленный шланг высокого давления может создавать в системе гидроудары или пульсации, которые предохранительный клапан воспринимает как скачок давления и может сработать ложно.
Был показательный случай с буровой установкой. Клиент жаловался на нестабильную работу предохранительной арматуры на насосной станции. Наши специалисты, приехав на место, обнаружили, что от насоса к распределителю был установлен слишком длинный шланг без должного крепления. При работе он вибрировал, и эта вибрация передавалась по жидкости, создавая высокочастотные скачки давления. Клапаны были исправны, но работали в ненормальных условиях. Заменили шланг на более короткий, жёстко закрепили — проблема исчезла. Поэтому сейчас, когда к нам обращаются за клапанами для гидравлических опор, мы всегда интересуемся конфигурацией всей системы. Иногда это позволяет предотвратить проблему ещё на стадии подбора оборудования.
Этот системный подход мы стараемся отразить и в информации на нашем сайте cx-hydraulic.ru. Не просто продать узел, а предложить решение, которое будет стабильно работать в связке с другими компонентами. Ведь в конечном счёте, для клиента важен не сам по себе клапан, а гарантированная безопасность и бесперебойность работы всей его техники.
Эволюция требований и взгляд вперёд
Рынок не стоит на месте. Если раньше главным было ?чтобы держал и срабатывал?, то сейчас всё чаще запрашивают клапаны с возможностью дистанционного контроля или точной регулировки давления прямо на объекте. Для гидроопор в умных лавах это уже необходимость. Датчик давления, микропроцессор, соленоид для принудительного сброса… Это уже не просто механическое устройство, а мехатронный узел.
Наше производство тоже потихоньку движется в эту сторону. Пока что мы сосредоточены на том, чтобы довести до идеала ?классику?. Но уже ведутся эксперименты с пилотными сериями клапанов со встроенными датчиками. Сложность здесь даже не в электронике, а в том, чтобы обеспечить такую же надёжность и стойкость к жёстким условиям, как у чисто механического предшественника. Вибрация, влажность, грязь — всё это убийственно для плат. Пока что решения дороги, но спрос уже формируется.
Вернусь к началу. Предохранительный клапан производство — это процесс постоянного диалога между чертежом, станком, испытательным стендом и, самое главное, реальными условиями на объекте заказчика. Это история не о perfect-детали, а об адаптивном изделии, которое должно работать там, где идеальных условий не существует. И каждый новый отзыв, каждая рекламация — это не повод для расстройства, а бесценная информация для того, чтобы завтра сделать продукт чуть более жизнестойким. Именно этот цикл ?обратной связи? и отличает, на мой взгляд, просто сборку от осмысленного производства.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Обратный клапан на сливной линии
Обратный клапан на сливной линии -
 Шаровой запорный клапан
Шаровой запорный клапан -
 Гидравлический шланг высокого давления с многослойной спиральной навивкой для работы в тяжелых условиях
Гидравлический шланг высокого давления с многослойной спиральной навивкой для работы в тяжелых условиях -
 Сборка труб с резьбовыми фитингами
Сборка труб с резьбовыми фитингами -
 Запирающий клапан гидроуправления для стойки
Запирающий клапан гидроуправления для стойки -
 Управляемый гидравлический обратный клапан для перестановочного механизма
Управляемый гидравлический обратный клапан для перестановочного механизма -
 Параметры гидравлического шланга с трехслойной оплеткой для гидравлических крепей
Параметры гидравлического шланга с трехслойной оплеткой для гидравлических крепей -
 Гидравлический шланг среднего давления с четырехслойной спиральной навивкой для гидравлических крепей
Гидравлический шланг среднего давления с четырехслойной спиральной навивкой для гидравлических крепей -
 Гидравлический шланг с двухслойной оплеткой для гидравлических крепей
Гидравлический шланг с двухслойной оплеткой для гидравлических крепей -
 Распределительный клапан
Распределительный клапан -
 Сборка высоконапорного резинового шланга для дистанционной подачи жидкости
Сборка высоконапорного резинового шланга для дистанционной подачи жидкости -
 Конический запорный клапан
Конический запорный клапан
Связанный поиск
Связанный поиск- эксплуатационный паспорт предохранительного клапана
- Шахтный гидравлический рукав RB3
- принудительное открытие предохранительного клапана
- отсечной газовый клапан в котельной
- предохранительные клапаны резервуаров нефти
- предохранительный клапан на трубопроводе воды
- какое давление предохранительный клапан бойлер
- пропускает предохранительный клапан
- клапан предохранительный для бойлера с курком
- клапан отсечной пневматический



