Резьбовое соединение шахтное
Когда говорят про резьбовое соединение шлантное, многие сразу думают про ГОСТы, про крутящий момент и таблицы. Это, конечно, основа, но в реальности, в пыли и вибрации, всё решает не идеальная картинка из каталога, а детали, которые в эти таблицы часто не попадают. Например, как ведёт себя уплотнение после трёх месяцев постоянных циклов нагрузки-разгрузки, или почему на одном участке соединения держатся годами, а на другом, вроде бы на том же оборудовании, начинают ?потеть? через пару недель. Вот об этих нюансах, которые и отличают просто крепёж от надёжного узла, и хочется порассуждать.
Основная ошибка: гнаться за моментом затяжки, забывая про подготовку
Самый частый промах, который вижу на практике — это слепое следование цифре момента затяжки. Привезли новый гидрошланг, мастер с динамометрическим ключом, всё по инструкции. А через месяц течь. Почему? Потому что резьбу не почистили как следует. В шахте своя атмосфера: влага, угольная пыль, мелкая металлическая окалина. Эта абразивная смесь забивается в витки и при затяжке действует как шабер, сдирая и деформируя поверхность. Получается, ты затягиваешь уже не металл по металлу, а по слою грязи. Герметичности нет.
У нас был случай на лаве, где постоянно выходили из строя соединения на линиях орошения. Меняли шланги, меняли муфты — эффект кратковременный. Пока не обратили внимание, что перед сборкой резьбу просто обдували сжатым воздухом, а не промывали специальной жидкостью-очистителем. Мелочь? Но именно она была ключевой. После введения обязательной промывки проблема ушла процентов на 80. Остальные 20% — это уже вопросы износа самих витков, но это другая история.
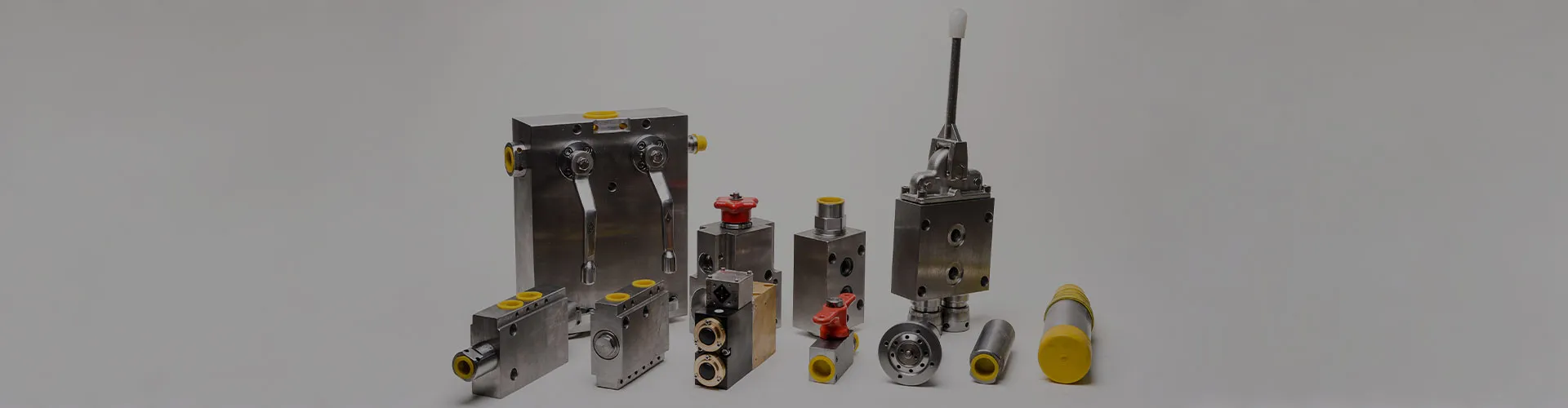
И здесь, кстати, важно качество самого фитинга. Мы, например, для ответственных линий стараемся работать с проверенными поставщиками комплектующих. Возьмём ту же компанию ООО Шаньси Цунсинь Гидравлика Технологии группа (их сайт — cx-hydraulic.ru). Они как раз специализируются на гидравлике для шахтного оборудования, включая те самые резьбовые соединения шахтные для гидроопор. В их каталоге можно подобрать варианты под разные давления, и что важно — у них часто есть исполнения с дополнительным защитным покрытием резьбы, что в агрессивной среде шахты даёт фору обычным стальным.
Материал и среда: почему ?нержавейка? не всегда панацея
Ещё один миф — что для надёжности нужно ставить везде фитинги из нержавеющей стали. Логика вроде бы есть: коррозии нет, значит, и резьба не ?прикипит?, и разборка будет легче. Но не всё так однозначно. Во-первых, стоимость. Во-вторых, и это главное, механические свойства. Некоторые марки нержавеющих сталей более ?вязкие?, они могут сминаться при чрезмерной затяжке, а не передавать усилие на уплотнение. В динамичной, вибрирующей системе это риск.
На гидроопорах, которые как раз и являются основной сферой применения продукции cx-hydraulic.ru, идёт постоянная пульсация давления. Соединение должно не только держать, но и ?дышать? в микропределах, компенсируя эти колебания без усталостных разрушений. Иногда качественная легированная сталь с цинковым или кадмиевым покрытием показывает себя лучше, чем ?нержавейка?. Она упругая и хорошо гасит вибрацию. Но покрытие должно быть нанесено правильно — не толстым слоем, который счистится при первом же монтаже, а тонким, прочным, проникающим.
Запоминающийся пример: ставили экспериментально импортные фитинги из нержавейки на секции гидроопор. Резьба — идеальная, сборка — как по учебнику. А через два месяца на одной из секций появилась капель. При разборке оказалось, что на внутреннем конусе уплотнительного кольца появилась сетка мелких трещин — усталость материала от вибрации. Вернулись на проверенные стальные с покрытием — проблема исчезла. Вывод: материал должен соответствовать не только среде, но и динамике нагрузки.
Уплотнение: между конусом и прокладкой
В шахтных резьбовых соединениях для гидравлики чаще всего встречаются два принципа уплотнения: коническая резьба (металл по металлу) и резьба с уплотнительным кольцом или плоской прокладкой. У каждого свои адепты. Коническая, или как её часто называют, трубная резьба — классика. Её надёжность в правильной конусности и точной обработке. Но она критична к перетяжке. Лишний градус поворота ключа — и конус деформирован, соединение безвозвратно испорчено. Требует от слесаря чутья.
Уплотнение через отдельное кольцо (обычно из меди, алюминия или специального полимера) более простительно к ошибкам монтажа. Кольцо принимает на себя деформацию, герметизируя стык. Но здесь появляется дополнительный элемент — та самая прокладка. Её качество, твёрдость, способность не ?поплыть? под постоянным давлением и температурой — отдельная тема. Плохая прокладка сожмётся сверх меры и потом при колебаниях давления даст течь. Хорошая — отработает свой срок и при разборке будет видно ровную, аккуратную деформацию.
В ассортименте того же cx-hydraulic.ru есть решения под оба типа. И вот что важно: они поставляют часто не просто фитинг, а готовый узел в сборе — шланг с навернутой и уже правильно обжатой муфтой. Это снимает огромный пласт проблем с монтажом на месте. Потому что обжатие на заводском прессе с контролем усилия и правильной установкой уплотнительного кольца — это совсем не то, что делать это вручную в гараже участка. Риск перекоса, недожатия или повреждения резьбы при самостоятельной сборке многократно выше.
Практика обслуживания: разборка-сборка как индикатор
Настоящая проверка качества резьбового соединения наступает не при монтаже, а при плановом обслуживании или ремонте, когда его нужно разобрать. Идеальное соединение должно откручиваться с прогнозируемым усилием, без ?закусывания? и срыва граней. Если приходится прибегать к удлинённым рычагам и молотку — это уже признак проблем: либо была коррозия, либо деформация от перетяжки, либо несовместимость материалов, приведшая к диффузии.
Мы ввели простое правило: при разборке любого ответственного соединения (на той же гидроопоре) осматривать резьбу как на фитинге, так и на порте оборудования. Мелкие задиры, сглаживание вершин витков — это сигнал. Такое соединение лучше не собирать заново, а заменить фитинг. Экономия на одной муфте может вылиться в простой из-за внезапной течи позже. Кстати, многие современные фитинги, особенно для высокого давления, идут с одноразовыми уплотнительными кольцами. Это не маркетинг, а необходимость. После разборки кольцо уже не обеспечит прежнего контакта, его обязательно нужно менять. И хорошо, когда у поставщика, как у упомянутой группы компаний, эти кольца есть в наличии отдельно, а не только в составе узла.
Ещё один практический момент — маркировка. Казалось бы, ерунда. Но когда на штоке гидроцилиндра или на блоке клапанов нарезано несколько одинаковых по размеру портов, легко ошибиться. Где стояло соединение на 300 бар, а где на 500? Если при прошлой сборке не пометили краской или керном — можно поставить более слабое. Поэтому сейчас многие производители, поставляя готовые узлы, наносят маркировку давления прямо на корпус муфты. Маленькая деталь, которая предотвращает крупную аварию.
Вместо заключения: надёжность как система
Так что же такое надёжное резьбовое соединение шахтное? Это не просто кусок железа с нарезанной резьбой. Это система: правильный выбор типа и материала под задачу, безупречная чистота при монтаже, контроль момента затяжки (но с пониманием, что это не единственный параметр), качественное уплотнение и, что очень важно, продуманная логистика запчастей и обслуживания.
Работая с гидравликой шахтных механизмов, будь то опоры или приводы конвейеров, приходится мыслить именно системно. Нельзя купить самый дорогой фитинг, накрутить его как попало на изношенный порт и ждать чуда. И наоборот, даже хороший узел от проверенного производителя, того же ООО Шаньси Цунсинь Гидравлика Технологии группа, требует грамотного обращения. Их гидравлические шланги и клапаны для гидроопор — это отличная база, но конечный результат на 50% зависит от руки монтажника и от регламентов обслуживания на участке.
Поэтому в итоге всё упирается не в технологии, а в культуру работы. Когда слесарь не просто ?закручивает штуцер?, а понимает, что от этого зависят темпы выемки и, в конечном счёте, безопасность. Когда мастер запасается не просто ?муфтами?, а конкретными каталогизированными позициями под конкретные узлы. Вот тогда все эти разговоры о резьбе, моментах и уплотнениях перестают быть теорией и становятся просто частью нормальной, беспроблемной работы в забое. К этому, собственно, и нужно стремиться.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Сборка фланцевых соединений
Сборка фланцевых соединений -
 Фильтр
Фильтр -
 Гидравлический шланг среднего давления с четырехслойной спиральной навивкой для гидравлических крепей
Гидравлический шланг среднего давления с четырехслойной спиральной навивкой для гидравлических крепей -
 Резиновый защитный кожух для угольных шахт
Резиновый защитный кожух для угольных шахт -
 Чередующийся обратный клапан
Чередующийся обратный клапан -
 Сборка труб с резьбовыми фитингами
Сборка труб с резьбовыми фитингами -
 Гидравлический односторонний замок
Гидравлический односторонний замок -
 Управляемый гидравлический обратный клапан для перестановочного механизма
Управляемый гидравлический обратный клапан для перестановочного механизма -
 Резиновый соединительный шланг для дегазации в угольных шахтах
Резиновый соединительный шланг для дегазации в угольных шахтах -
 Соединитель с резиновым защитным кожухом и стальной оплеткой
Соединитель с резиновым защитным кожухом и стальной оплеткой -
 Сборка высоконапорного резинового шланга для дистанционной подачи жидкости
Сборка высоконапорного резинового шланга для дистанционной подачи жидкости -
 Трубопроводные соединительные элементы
Трубопроводные соединительные элементы
Связанный поиск
Связанный поиск- капает предохранительный клапан газового котла
- седло предохранительного клапана
- предохранительный клапан без рычага
- назначение предохранительно запорного клапана
- предохранительный клапан емкости
- какое давление предохранительный клапан бойлер
- предохранительный регулируемый клапан давления
- предохранительный клапан трубопроводная арматура
- Фланцевое соединение по стандарту ISO
- закрытие предохранительного клапана



