Торкретный шланг для угольных шахт
Когда говорят про торкретный шланг для угольных шахт, многие сразу думают о давлении и диаметре. Но в забое всё решает не это, а стойкость к истиранию о породу и способность не дубеть на морозе при транспортировке смеси. Частая ошибка — брать шланг с запасом по давлению, но с обычной резиновой оплёткой. Он может выдержать напор, но через месяц работы в условиях постоянного контакта с угольной пылью и сланцевой крошкой внешний слой начинает 'сыпаться', появляются вздутия. Сам видел, как на шахте 'Западная' бригада теряла почти смену из-за внезапного разрыва такого шланга на стыке с форсункой — ремонт в стеснённых условиях, простой установки, риск для людей. Поэтому ключевое — это именно комплекс свойств: износостойкость, гибкость при низких температурах, безопасность соединений.
Конструкция и материалы: от чего зависит реальный ресурс
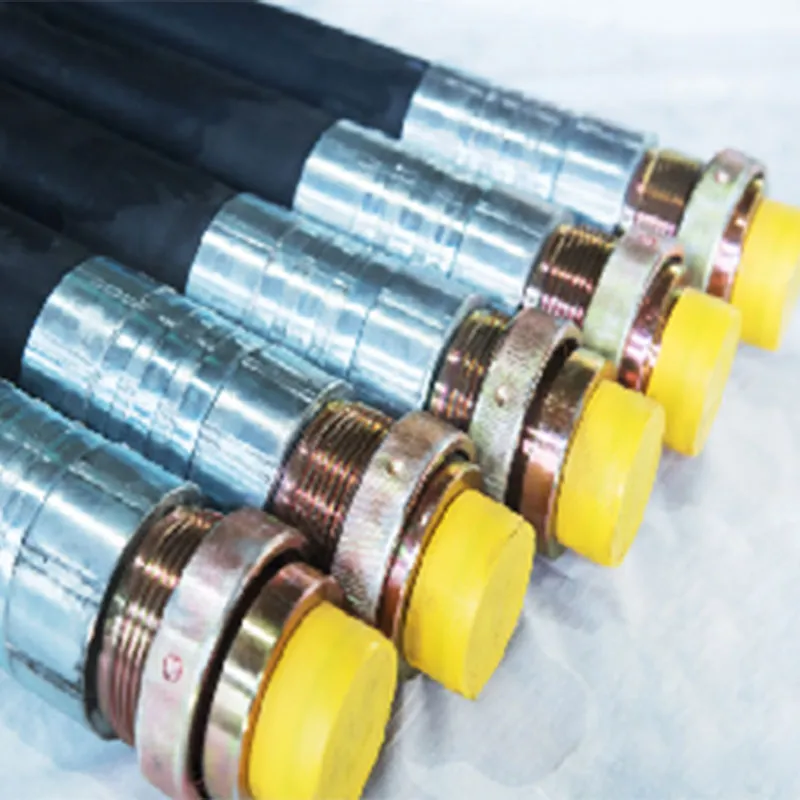
Если разбирать по слоям, то внутренний трубопровод должен быть не просто резиновым, а с добавлением полиуретана или специальных марок синтетического каучука, которые противостоят абразивному воздействию песка и цемента в торкрет-смеси. Внешний слой — это отдельная история. Часто экономят именно на нём, ставя обычную чёрную резину. А в шахте, где возможны контакты с крепью, острыми краями временных подпорок, этого недостаточно. Нужен материал с высокой стойкостью к порезам и истиранию, часто с маркировкой типа 'MSHA' или 'горнорудное исполнение'.
Армирование. Здесь многие поставщики говорят о высокопрочной стальной оплётке, и это правильно. Но важна и её укладка, и защита от коррозии. В условиях высокой влажности шахтной атмосферы даже небольшая коррозия внутри слоёв резко снижает усталостную прочность. Видел образцы, где после года эксплуатации в сырой выработке при вскрытии обнаруживались очаги ржавчины на проволоке — шланг терял гибкость, появлялись 'колена', нарушался равномерный поток смеси.
И ещё про мороз. Доставка сухой смеси или готового раствора по поверхности при -30°C — обычное дело. Шланг, который на складе был гибким, на морозе может стать 'деревянным'. Это не только неудобно для монтажа, но и опасно: при изгибе под нагрузкой могут пойти микротрещины во внутреннем слое. Поэтому в спецификациях нужно искать указания на сохранение эластичности в низкотемпературном диапазоне, а не просто общую стойкость к климату.
Соединения и фитинги: слабое звено в системе
Практически половина всех отказов связана не с самим рукавом, а с местами его присоединения к магистрали или торкрет-пистолету. Резьбовые соединения, особенно быстросъёмные, в условиях угольной пыли требуют постоянного ухода. Пыль действует как абразив, изнашивая уплотнительные поверхности. Часто бригады, чтобы сэкономить время, не протирают фитинги перед стыковкой — и это приводит к протечкам под высоким давлением.
Опытным путём пришли к выводу, что для ответственных участков лучше использовать фланцевые соединения с болтовым креплением и прокладками из маслобензостойкой резины. Да, их монтаж дольше, но надёжность в разы выше. Особенно это критично на стационарных участках магистралей, где вибрация от работы насосов постоянная. На одном из проектов по укреплению кровли длинной лавы как раз перешли с быстросъёмных на фланцевые соединения от ООО Шаньси Цунсинь Гидравлика Технологии группа — количество внеплановых остановок из-за протечек снизилось заметно.
Кстати, о компании ООО Шаньси Цунсинь Гидравлика Технологии группа. Они известны в сегменте гидравлики для крепей, их основной продукцией являются гидравлические шланги и клапаны для гидравлических опор. Но важно, что их подход к качеству материалов и контролю за армированием рукавов перенесён и на линию торкретных шлангов для тяжёлых условий. На их сайте https://www.cx-hydraulic.ru можно увидеть, что акцент делается на испытаниях и соответствии не только общим, но и отраслевым требованиям. Это не реклама, а констатация: когда производитель имеет серьёзный бэкграунд в смежной, не менее требовательной области (гидравлика крепи), это часто говорит о надёжности его продукции в целом.
Полевые испытания и типичные ошибки эксплуатации
Никакие лабораторные испытания не заменят реальной работы в забое. Помню случай на шахте с высокой концентрацией метана. Там был жёсткий регламент на использование антистатических материалов. Привезли партию шлангов, в сертификатах которых было указано 'антистатическое исполнение'. Но после месяца работы замеры показали накопление заряда. Оказалось, что антистатические свойства обеспечивались только внутренним слоем, а внешний, контактирующий с крепью и оборудованием, — нет. Это было упущение при заказе, не уточнили полную спецификацию. Пришлось снимать всю линию.
Ещё одна практическая деталь — маркировка. В полумраке выработки, в пыли, трудно разглядеть мелкие надписи на шланге о давлении, дате изготовления. Те образцы, которые удобны в работе, имеют чёткую, несмываемую контрастную маркировку через каждый метр-полтора. Это мелочь, но она экономит время при осмотре и подключении.
Ошибка, которую часто допускают новички — неправильный выбор длины. Кажется, что взять шланг длиннее — это универсальное решение для любой выработки. Но излишняя длина приводит к большим потерям давления, образованию петель, которые могут быть передавлены или зацеплены техникой. Расчёт длины с запасом, но без фанатизма, и использование качественных катушек или подвесных систем для укладки — это признак грамотно организованной работы.
Техническое обслуживание и ремонтопригодность
В идеальном мире шланги меняют по регламенту. В реальности их ремонтируют до последнего. И здесь важна сама возможность ремонта. Некоторые модели шлангов, особенно с многослойной специализированной оплёткой, практически не подлежат порезке и установке ремонтных муфт — нарушается баланс прочности. Другие же, с чётко выраженными слоями, ремонтируются в полевых условиях с помощью обжимных муфт. Этот момент нужно уточнять у поставщика заранее.
Мойка после смены — обязательная процедура, которую, увы, часто игнорируют при авралах. Остатки бетонной смеси внутри шланга затвердевают, уменьшают проходное сечение, создают локальные области повышенного износа. Простая промывка водой под давлением продлевает жизнь шланга на десятки циклов. Хранение на морозе с остатками воды внутри — верный путь к разрывам.
Ведение журнала эксплуатации для каждого участка шланга — звучит бюрократично, но помогает. Фиксация даты установки, рабочего давления, участка применения (стационарная магистраль, гибкий подвод к пистолету) позволяет выявить слабые места и точнее прогнозировать ресурс. Это данные для будущих закупок, чтобы понимать, какие именно торкретные шланги для угольных шахт показывают себя лучше в конкретных условиях вашего предприятия.
Выбор поставщика: на что смотреть помимо цены
Цена за погонный метр — важный, но не определяющий фактор. Дешёвый шланг может обойтись в разы дороже из-за простоев, ремонтов и рисков безопасности. При выборе нужно запрашивать не только общие сертификаты, но и протоколы испытаний на конкретные воздействия: абразивный износ (например, по методу DIN), стойкость к горношахтным химикатам, гибкость при низких температурах. Хороший признак — если поставщик готов предоставить отчёт по испытаниям, максимально приближенным к вашим условиям.
Наличие технической поддержки. Поставщик, который может оперативно прислать специалиста для осмотра проблемы на месте или дать детальную консультацию по монтажу, ценится на вес золота. Это особенно важно для удалённых шахт. Компании, которые давно работают на рынке горной гидравлики, как та же ООО Шаньси Цунсинь Гидравлика Технологии группа, часто имеют такой ресурс, потому что их основная деятельность — поставка критичных для непрерывности цикла компонентов, таких как гидравлические шланги и клапаны.
В конечном счёте, выбор торкретного шланга — это всегда компромисс между стоимостью, ресурсом и требованиями конкретной технологии торкретирования на конкретном объекте. Универсальных решений нет. Самый верный путь — начать с пробной партии, отработать на ней сезон в самых жёстких условиях, вести скрупулёзный учёт всех нареканий и поломок. Только такие практические данные дают основу для принятия решения о крупной закупке. И помнить, что в шахте мелочей не бывает — каждый элемент системы, включая шланг, работает на общую безопасность и эффективность.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Комплект гибких шлангов
Комплект гибких шлангов -
 Распределительный клапан
Распределительный клапан -
 Сборка высоконапорного резинового шланга для дистанционной подачи жидкости
Сборка высоконапорного резинового шланга для дистанционной подачи жидкости -
 Параметры гидравлического шланга с трехслойной оплеткой для гидравлических крепей
Параметры гидравлического шланга с трехслойной оплеткой для гидравлических крепей -
 Предохранительный клапан
Предохранительный клапан -
 Обратный клапан на сливной линии
Обратный клапан на сливной линии -
 Гидравлический шланг высокого давления с многослойной спиральной навивкой для работы в тяжелых условиях
Гидравлический шланг высокого давления с многослойной спиральной навивкой для работы в тяжелых условиях -
 Сборка фланцевых соединений
Сборка фланцевых соединений -
 Гидравлический шланг высокого давления с четырехслойной спиральной навивкой для гидравлических крепей
Гидравлический шланг высокого давления с четырехслойной спиральной навивкой для гидравлических крепей -
 Гидравлический шланг с двухслойной оплеткой для гидравлических крепей
Гидравлический шланг с двухслойной оплеткой для гидравлических крепей -
 Сборка труб с резьбовыми фитингами
Сборка труб с резьбовыми фитингами -
 Чередующийся обратный клапан
Чередующийся обратный клапан
Связанный поиск
Связанный поиск- регулятор давления газа предохранительные запорные клапаны
- устройство предохранительного клапана гидравлического
- безопасен предохранительный клапан
- предохранительные клапаны в аппаратах
- клапан отсечной газовый электромагнитный
- предохранительный клапан деаэратора
- предохранительный клапан по температуре
- защита трубопровода предохранительным клапаном
- клапан отсечной нормально закрытый
- клапан предохранительный высокотемпературный



